<<活套辊表面强化
针对以上问题,可采用激光熔覆方式在辊面增加强化层以提高活套辊的使用寿命。强化层厚度3mm,硬度60HRC以上,材料为铁基硬质合金,耐高温、抗热疲劳性能优良,熔覆效率可达到0.3m²/h。
<<材料
熔覆材料采用铁基耐高温耐磨合金粉末,粉末粒度53-150um。
<<工艺步骤
步骤一、对磨损的活套辊进行车削加工,去除活套辊表面的裂纹,得到光洁的活套辊表面;
步骤二、采用磁粉探伤检测的方法对磨损的活套辊的表面进行进一步的检测,若活套辊的表面仍有裂纹,采用车削加工的方式将活套辊的表面加工至没有裂纹;
步骤三、采用激光熔覆进行增材制造;
步骤四、将活套辊按照工艺图纸精加工到指定规格后,即制备得到轧机用活套辊。
<<待修复活套辊

图3.7 待修复活套辊,表面存在严重的磨损
<<熔覆过程照片

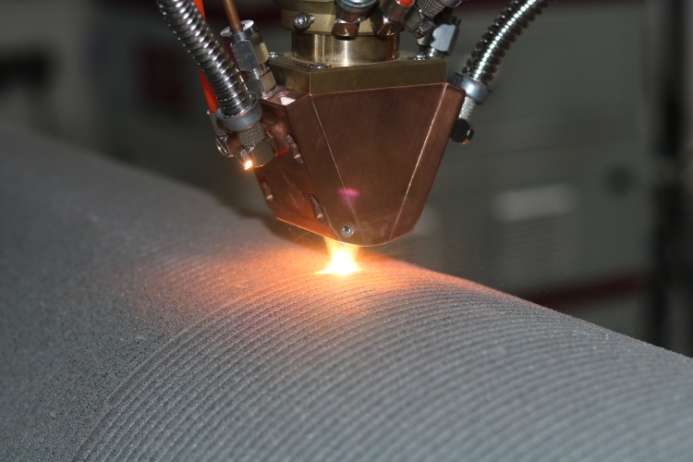
图3.8 活套辊激光熔覆作业过程
<<金相检测结果


图3.9 熔覆层和结合界面金相组织照片
金相结果表明,熔覆层与基体呈良好的冶金结合,无明显微裂纹、气孔等冶金缺陷。
<<显微硬度检测
进行硬度检测,下表中主要检测了熔覆层的硬度。平均HV硬度为751,HRC硬度为62.1。
表3.6 硬度检测数据
序号 | 检测值HV | 对应HRC |
1 | 689 | 59.7 |
2 | 695 | 59.9 |
3 | 739 | 63.7 |
4 | 817 | 64.6 |
5 | 773 | 63 |
6 | 677 | 59.1 |
7 | 633 | 57 |
8 | 882 | 66.5 |
9 | 857 | 65.8 |
平均值 | 751 | 62.1 |
探伤结果
PT探伤探伤结果显示,无裂纹缺陷。如下图所示。


图3.10 PT探伤无缺陷区域
热震试验(热冲击试验)
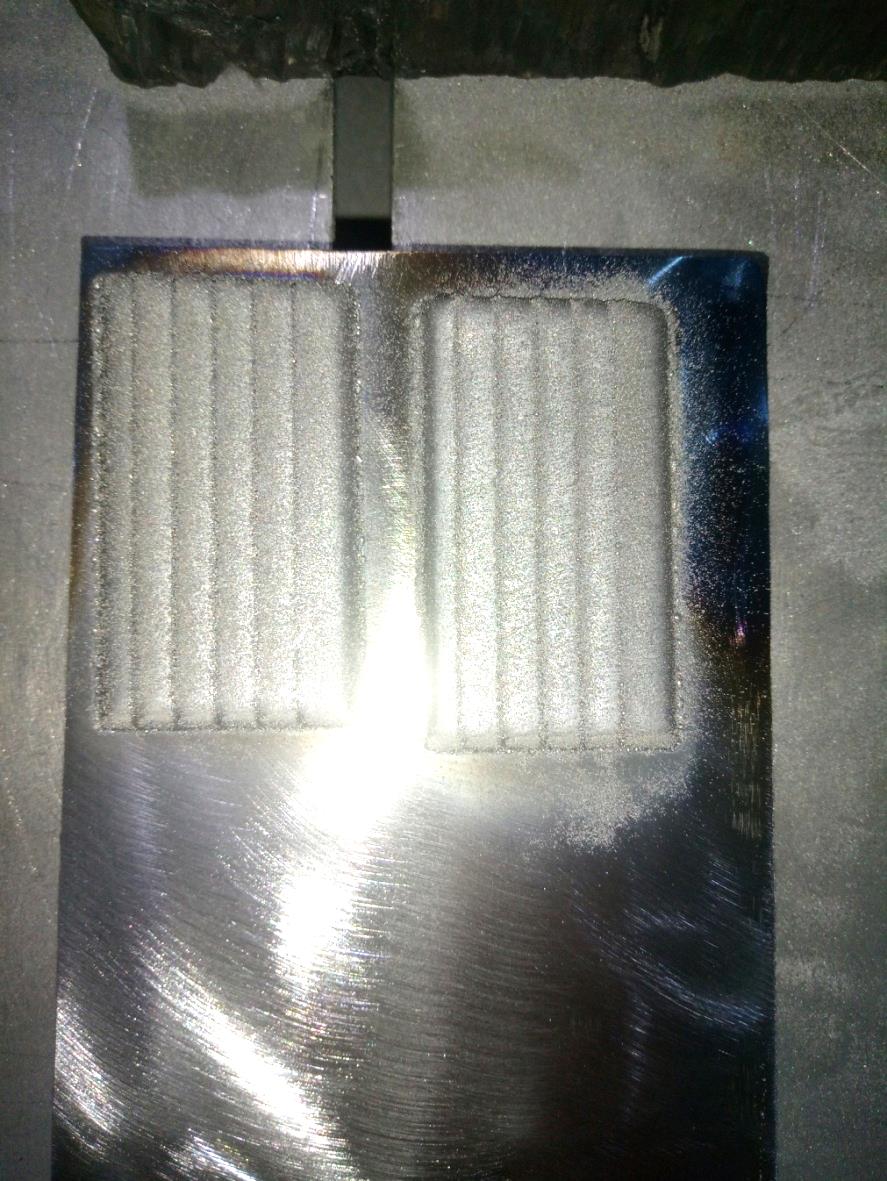
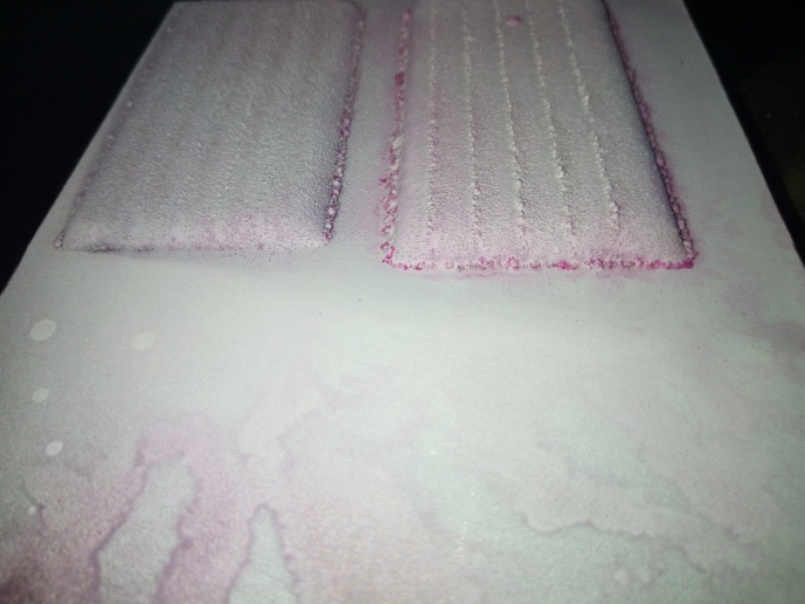
图3.11 热震试验试样、试样热震试验后PT探伤无裂纹
热震试验(热冲击):
600℃放入水中急冷实验,将模拟件放入热处理箱加热至600℃保温20分钟,取出放入水中冷却至室温,再放入热处理箱中加热至600℃保温20分钟,如此重复10次。完成后进行PT探伤检测,无裂纹缺陷。

活套辊修复中

活套辊修复后










 苏公网安备 32011302320467号
苏公网安备 32011302320467号


